محتوا :
جالب است بدانید که رول فرمینگ یک فرآیند بسیار پرکاربرد و مهم، شکل دهی به فلزات می باشد و بیش از ۴۰% فولاد استفاده شده در صنایع مختلف ازجمله ساختمان سازی، خودروسازی، ساخت ماشین آلات و… توسط این تکنولوژی ساخته می شود. با توجه به همین اهمیت نیز در این بخش از وبلاگ پرشین سازه بزرگ ترین بانک اطلاعات ساختمان، سازه های در حال ساخت کشور به سراغ این مبحث رفته و شما را با جزییات کامل این حوزه به طور کامل آشنا می کنیم، پس همراه ما باشید.
فرایند رول فرمینگ چیست؟
جالب است بدانید که رول فرمینگ یک فرایند بسیار پرکاربرد ولی درعین حال ناشناخته و گمنام است. درواقع می توان اذعان نمود که توصیف کردن و توضیح دادن فرایند رول فرمینگ کار ساده ای نیست؛ اما در یک حالت کلی می توان اذعان نمود که شکل دادن نوار ورق های فلزی در امتداد مستقیم، طولی، موازی خطوط خمش به وسیله چند جفت نورد کانتور شده بدون تغییر ضخامت در دمای اتاق را فرایند رول فرمینگ گویند.
در باب فرایند رول فرمینگ و جزییات مربوط به آن
به طورکلی می توان اذعان نمود که همواره از رول فرمینگ به عنوان یک فرایند پرکاربرد و مهم یاد می شود چراکه این فرایند در طول نیم قرن اخیر به عنوان پربازده ترین تکنولوژی شکل دهی فلزات رشد کرده است. درواقع جالب است بدانید که حدود ۳۵ تا ۴۵ درصد از تمام فولادهای تولیدشده توسط کارخانه های آمریکا توسط فرایند رول فرمینگ تولیدشده اند که این مقدار از فولاد مورداستفاده در صنعت خودروسازی بیشتر می باشد. با توجه به همین مسئله نیز می توان اذعان نمود که روزانه صدها وسیله، خودرو، ساختمان، ماشین آلات کشاورزی، مخازن و سایر محصولات توسط فرایند رول فرمینگ تولیدشده اند، اما اکثر افراد که خارج از این حرفه هستند حتی کوچک ترین آشنایی با این صنعت ندارند. در طول تاریخ ۱۰۰ ساله رول فرمینگ، هزاران ابزار، تجهیزات، طراح و کاربر کارکرده اند و هنوز نیز در این صنعت مشغول اند اما متأسفانه بخش عمده ای از تجربه ای که توسط اپراتورها، مهندسین نصب تجهیزات و طراحان به دست آمده هرگز مستند و ثبت نشده اند؛ بنابراین از تمامی مقالات و گزارش های تحقیقاتی، فقط تعداد محدودی قابل تفسیر و به کارگیری در صنعت رول فرمینگ هستند. بررسی فرآیند رول فرمینگ ورق کار آسانی نیست. تعریف بین المللی که برای فرآیند رول فرمینگ بیان شده پیچیدگی این مورد را کاملا نشان می دهد؛ بنابراین طبق تعریف گفته شده در ابتدای این مقاله از پرشین سازه، برای فهم این فرایند باید به چند نکته مهم توجه داشت که این موارد شامل نکات زیر می باشد:
بیشتر بخوانید : آهن های پر مصرف در صنعت ساختمان

• محصولات تولیدشده توسط رول فرمینگ ورق غالباً دارای انحنا هستند.
• زاویه خطوط خمش می تواند ۹۰ درجه باشد.
• خطوط خمشی همیشه مستقیم نیستند و گاهی به صورت تعمدی این اتفاق می افتد. از طرفی خطوط خمشی همیشه موازی نیستند و این امر نیز اغلب تعمدی و به خواست مشتری انجام می گیرد.
• لازم به ذکر است که ضخامت ورق همیشه در قسمت های خمیده شده یا به عبارتی خطوط خمشی کاهش پیدا می کند.
• همچنین غلتک های دستگاه رول فرمینگ ورق دارای گذرگاه های خاصی هستند که می توانند هرکجا که لازم باشد ضخامت ورق را کم کنند. همچنین در محصولات منحنی که نازک هستند، تارها و برجستگی های بیرونی نازک تر از برجستگی های داخلی فرم داده می شوند.
از طرفی در تعریف فوق ذکرشده که دمای محیط در حین انجام کار تغییری نمی کند اما:
• برای جلوگیری از ترک خوردگی رنگ در خطوط خمشی، ورق های فلزی را قبل از رول فرمینگ حرارت می دهند.
• دمای عملیات برای ورق هایی که لحیم کاری، آنیلینگ یا بریزینگ شده باشند می بایست افزایش پیدا کند.
آشنایی با دستگاه وکیوم فرمینگ و انواع آن
وکیوم فرمینگ اغلب برای شکل دهی به ورق های پلاستیکی مورداستفاده قرار می گیرد. این عملیات با اعمال حرارت مستقیم یا القائی همراه است. درواقع در این عملیات بعد از قرارگیری شیت در قسمت ورق گیر دستگاه، هیتر حرارت مستقیم را به شیت اعمال کرده، در این حالت که شیت حالتی خمیری به خود گرفته قالب به شیت نزدیک شده و ضمن تخلیه هوای بین ورق و دستگاه فرم دهی تکمیل می شود. البته لازم به ذکر است که این فرآیند قابل استفاده برای ورق های نرم می باشد. در همین راستا نیز انواع روش های وکیوم فرمینگ شامل موارد زیر می شود:
• وکیوم فرمینگ یا شکل دهی با خلأ
وکیوم فرمینگ یا وکیوم فرم دهی به ورق های با گرما نرم شده که توسط حرارت مستقیم یا القائی و تخلیه هوای ما بین ورق و قالب موجب شکل پذیری ورق همانند قالب است می گویند. به طورکلی در این فرایند ابتدا ورق پلاستیکی حساس به حرارت (ترموپلاست) تا حدی حرارت می بیند تا نرم و انعطاف پذیر شود، سپس این ورق نرم شده و به کمک وکیوم هوا روی قالب گذاشته شده و روی قالب کشیده می شود و شکل قالب را به خود می گیرد. درواقع فرآیند ترموفرمینگ در دو مرحله ی گرمادهی و شکل دهی صورت می گیرد که در مرحله ی گرمادهی ورقه های پلاستیکی در فاصله ی معینی از المنت های حرارتی قرارگرفته و نرم می شود و در دومین مرحله شکل ورقه های انعطاف پذیر را روی قالب های حفره دار می گذارند که خلأ موجود در قالب باعث کشیده شدن پلاستیک به درون قالب می شود. بعد از فرم دهی و سخت شدن ورقه ی پلاستیکی درنهایت قطعه را از قالب جدا می شود و قسمت های اضافی بریده می گردد.
• شکل دهی با فشار هوا
در این روش ورقه های پلاستیکی انعطاف پذیر اعمال نیرو توسط فشار هوا از سمت بالا روی ورق قالب می باشد. در این حالت ورق به درون حفره قالب کشیده می شود. لازم به توضیح است که برای بیرون راندن هوایی که در بین ورق و قالب به دام افتاده است باید منافذی در قالب تعبیه شود تا فرایند شکل دهی با فشار هوا به بهترین نحو عملیاتی گردد.
بیشتر بخوانید :مشاغل مهم مربوط به صنعت ساختمان
• شکل دهی مکانیکی
در این روش ورق پلاستیکی حساس به گرما، بین دو قسمت مثبت و منفی قالب قرار می گیرد. در نهایت به صورت مکانیکی با نیروی مستقیم از قسمت مثبت قالب به پلاستیک فشار می آورد و ورق به درون حفره های قالب منفی کشیده می شود. در همین راستا لازم به ذکر است که از برجسته ترین مزیت های این روش دقت ابعادی بهتر محصول و دقیق تر بودن جزئیات هندسی آن در هر دو طرف قطعه نسبت به دو روش دیگر است و تنها مشکل این روش نیاز داشتن به دو قسمت مثبت و منفی قالب است که درنتیجه موجب هزینه بالای تولید می شود.

آشنایی با انواع سیستم های رول فرمینگ
همان طور که احتمالاً در سایر مقالات پرشین سازه نیز مطالعه نمودید، مهم ترین عضو یک خط رول فرمینگ، دستگاه نورد است. چراکه دستگاه نورد نیرو و پشتیبانی لازم را به غلتک ها وارد می کند که باعث شکل دهی به فلز می شود. جالب است بدانید که در این حوزه تنوع در طراحی دستگاه های نورد نامحدود است اما می توان آن ها را در دسته های زیر طبقه بندی کرد که ازجمله آن ها انواع دستگاه های معلق، دوپلکس، دوپلکس ترکیبی، استاندارد و صفحه ای اشاره کرد. همچنین لازم به ذکر است که دستگاه هایی که در هیچ یک از دسته های بالا قرار نگیرند را می توان به عنوان دستگاه های نورد خاص در نظر گرفته می شوند.
آشنایی با انواع روش های رول فرمینگ ورق
به منظور حاصل آمدن یک محصول کارا و کاربردی همواره در هر فرایندی شاهد رویه های مختلفی به منظور حاصل آمدن خروجی بوده ایم. در همین راستا نیز روش های رول فرمینگ ورق ها به شکل های مختلفی وجود دارند که با توجه به همین مسئله نیز می توان انواع روش های رول فرمینگ را شامل موارد زیر دانست:
۱. روش رول فرمینگ سرد
در یک نگاه کلی تر می توان مطرح کرد که ورق هایی که از طریق نورد گرم با حداقل ضخامت تولید می شوند معمولاً روی آن ها پس از اسید شویی، عمل کاهش ضخامت و یا تغییر شکل از طریق فرایند نورد سرد انجام می پذیرد. درواقع می توان گفت که کاربرد نورد سرد کاهش ضخامت با دقت ابعادی موردنظر ورق های فولادی می باشد. همچنین در این فرایند رول فرمینگ سرد می توان به صاف کردن ورق ها در طول عملیات نیز اشاره کرد بدین صورت که از این طریق غلتکی که شامل دودسته غلتک با قطر کم است انحنا ورق را که در فرایند قبل به وجود آمده را برطرف می نماید و با بیرون آمدن از غلتک صاف می شود. در حقیقت هدف از رول فرمینگ سرد کاهش ضخامت ورق تحت فشار بسیار بالا می باشد که معمولاً در دمای اتاق و حداکثر تا ۲۰۰ درجه سانتی گراد انجام می گردد. در این روش سرد، برای موفقیت آمیز بودن فرآیند مواردی چون خصوصیات دستگاه رول فرمینگ ورق، مهارت طراح ابزار، کیفیت و عملکرد ابزار طراحی شده، مهارت اپراتور، نحوه استقرار ابزار و میزان شکل پذیری نوار ورق تأثیرگذار است. کاربرد این فرایند در صنایع ورق کاری بسیار متنوع است به نحوی که محدوده ای از قطعات با دقت پایین تا قطعات حساس و دقیق را پوشش می دهد.
۲. روش رول فرمینگ گرم
کاربرد روش گرم برای فرم دهی ورق های باضخامت بالا می باشد. به طورکلی در این روش دمای ورق های فلزی را به حد خیلی زیادی بالا می برند تا به فرم دهی ورق های ضخیم کمک کنند. نورد گرم نسبت به نورد سرد طرفداران کمتری دارد و محصولات تولیدشده با این روش مصارف کاربردی محدودی دارند. محصولاتی همچون تیرآهن، نبشی یا ورق های فرم دهی شده ضخیم مثل پلیت ها به روش نورد گرم رول فرمینگ می شوند. انجام عملیات رول فرمینگ ورق به روش نورد گرم نیاز به دقت فراوان در تنظیم دمای موردنظر دارد چنانکه تغییر دما، کم وزیاد شدن حرارت ممکن است منجر به نابودی محصولات شود. به همین علت است که فقط تعداد معدودی از کارخانه ها از روش نورد گرم استفاده می کنند.

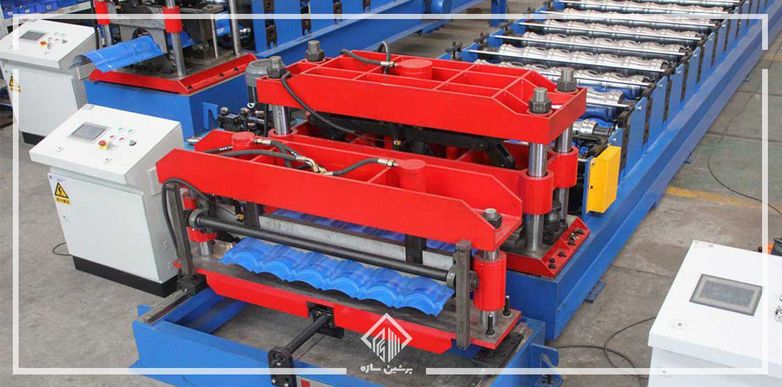
فرایند فرمینگ ورق های گالوانیزه به شکل می باشد؟
همان طور که میدانید ورق گالوانیزه که پوششی از جنس فلز روی بر سطح خود دارد در انواع رنگ ها تولید می گردد. از طرفی رنگ آمیزی ورق های گالوانیزه با استفاده از اسپری یا با قرارگیری در کوره های خاص انجام می گیرد. ورق های گالوانیزه باضخامت ۶ تا ۱۸ میلی متر را با استفاده از دستگاه های فرمینگ در طرح های متنوعی فرم می دهند. در همین راستا نیز یکی از شیوه های سنتی در شکل دهی این محصول طرح سینوسی می باشد. طرح سینوسی شکلی شبیه به امواج دریا دارد که اغلب از ورق گالوانیزه با این طرح در ساخت سقف شیروانی و یا سقف های کاذب مورداستفاده قرار می گیرد. همچنین قابل ذکر است که روشی دیگر در فرم دهی ورق های گالوانیزه طرح ذوزنقه می باشد. به طورکلی این طرح بیشتر در مکان های پرتردد با هوای مرطوب مناسب است. البته این روش خود سه نوع مختلف دارد. ورق گالوانیزه دامپا که برای استفاده در پوشش سقف یا قسمت های داخلی دیوار استفاده می شود. طرح نما برای ساخت سطوح شیب دار و طرح نما برای سطوح خارجی و یا سوله ها کاربرد دارد. ورق های گالوانیزه با رنگ و طرح های بسیار جذاب همین طور به دلیل مقاومت بسیار بالا در برابر عوامل محیطی از محبوبیت خوبی بین مشتریان برخوردار است. این محصول ضمن ایجاد زیبایی در شکل ظاهری بنا، وزن کمی دارد که وزن کم آن باعث بالا رفتن مقاومتش در برابر زمین لرزه، سهولت در حمل ونقل و اجرا و همچنین کاهش هزینه ها شده است.
آشنایی با انواع ماشین آلات فرمینگ
ماشین آلات مورداستفاده در فرایند فرمینگ نیز دارای انواع مختلفی با توجه به کاربری آن می باشد که در این بخش به معرفی تک تک این ماشین آلات می پردازیم:
۱. دستگاه فرمینگ سینوسی
به طورکلی ابعاد دستگاه فرمینگ سینوسی خط کامل عرض ۱ متر و ۷۰ سانتیمتر و طول آن ۸ متر همراه با دنده زنجیر ۱۰۰ میلی متر و قابل حمل با تریلی می باشد. این نوع از سیستم ها دارای ۱۱ دروازه با قالب قطر ۱۸۰ میلی متر و قدرت موتور ۵۰ دور در دقیقه می باشد.
۲. دستگاه فرمینگ ذوزنقه
ابعاد دستگاه طول ۱۰ متر و عرض آن ۱ متر ۷۰ سانتیمتر همراه با دنده زنجیر ۱۰۰ میلی متر که به آسانی قابل حمل با تریلی می باشد. این نوع از سیستم ها دارای شفت اصلی ترانس ۷۵ میلی متر بوده و همراه با دو دینام گیربکس شفت ۷۵ میلی متر و باقدرت موتور ۵۰ دور است.
۳. دستگاه فرمینگ شادولاین
دستگاه فرمینگ شادولاین دارای ۱۱ دروازه همراه با شفت اصلی ترانس ۷۵ و قدرت موتور ۵۰ دور می باشد. این نوع از سیستم ها همراه با یک دینام گیربکس شفت ۷۵ میلی متری دارای دو دنده دوقلو کف ۱۷۰ میلی متر عمق ۳۰ میلی متر همراه با دنده زنجیر ۱۰۰ میلی متر می باشد و ازجمله دستگاه هایی بهینه در این فرایند به حساب می آیند.
۴. دستگاه فرمینگ عرشه فولادی
دستگاه فرمینگ عرشه فولادی دارای ۲۶ دروازه همراه با شفت اصلی، ترانس ۹۰ میلی متر و دارای ۲ دینام گیربکس دنده زنجیر ۱۲۰۰ میلی متر است. دستگاه فرمینگ عرشه فولادی دارای طول ۱۵ متر بوده و عرض دستگاه ۱ متر ۷۰ سانتیمتر می باشد. ضمناً این دستگاه مورد تائید دستگاه نظارت شهرداری می باشد و از ورق رول باضخامت %۸۰ و تا ضخامت ۱/۲۵ میلی متر است.
۵. فرمینگ سینوسی ریز
فرمینگ سینوسی ریز دارای ۲۲ دروازه طولی همراه شفت ۶۵ میلی متر ترانس با نزدیک ۹۵۰ قالب به طول ۱۳ متر و عرض ۱ متر ۵۰ سانتیمتر است. همچنین لازم به ذکر است که قدرت موتور این دستگاه ۴۰ دور در دقیقه بوداست. این دستگاه فرمینگ بسیار حساس بوده و چنانچه ورق رول عرض یک متر را بخواهید فرمینگ کنید، با ۱۸ دروازه می توان طراحی را انجام داد. البته لازم به ذکر است که دو لب آخر ورق به صورت پایین درآمده و فقط ورق رول عرض یک متر را می توان فرمینگ دنده ریز انجام داد.
آشنایی با مزایای استفاده از روش رول فرمینگ
شاید به جرئت بتوان اذعان داشت که فرایند رول فرمینگ ازجمله رویه های کارا به منظور خمش و شکل دهی به انواع ورق ها می باشد. با توجه به همین مسئله نیز می توان مزایای چنین رویه ای را شامل موارد زیر دانست که به شرح زیر می باشد:
• هر نوع ورقه ای و از هر نوع جنسی قابلیت شکل پذیری به روش های رول فرمینگ را دارد
• استحکام و قوام محصولات خروجی از چنین رویه ای قابل اعتماد و کارا است
• طی این فرایند می تواند حجم بالایی از محصولات را با هزینه کم تهیه نمود
• فرایند رول فرمینگ هیچ گونه محدودیتی روی اندازه های ورق های قابل شکل دهی قرار نمی دهد.
• به طورکلی تولید به روش رول فرمینگ با سرعت بالاتر و بدون نیاز به اپراتور مستقیم انجام می پذیرد.
بیشتر بخوانید :سازههای LSF و اهمیت آنها
سخن آخر
همان طور که طی این مطالعه اجمالی بر مقاله آشنایی با روش رول فرمینگ متوجه شدیم، فرآیند رول فرمینگ به فرم دهی انواع ورق های فلزی از قبیل آهن، استیل، آلومینیوم و … گفته می شود و همان طور که دیدید این فرآیند توسط یک سری قالب فرم (غلتک) که بر روی شافت هائی که توسط تعدادی یاتاقان (دروازه) مهارشده اند انجام می پذیرد. به طورکلی رول فرمینگ به دو روش سرد و گرم انجام می پذیرد که روش سرد جهت فرم دهی ورق های باضخامت پائین و روش گرم جهت فرم دهی ورق های باضخامت بالا استفاده می شود. در پایان این نوشتار نیز مثل همیشه از اینکه با وبلاگ پرشین سازه همراه هستید سپاس گزاریم و مسلماً نظرات و انتقادات شما گرامیان در راستای ارائه محتوای بهتر بسیار تأثیرگذار خواهد بود.


